This series of machine tools is mainly used for the hole shape processing of rolls. They can also turn the outer circle and roll neck of rolls, and can perform turning processing on parts similar to rolls. It is applicable to cutting various materials such as cast steel, forged steel, alloy steel, chilled cast iron, ductile iron, tungsten carbide roller rings, etc. It is also suitable for processing large rolls such as special steel, reducing costs and improving efficiency.
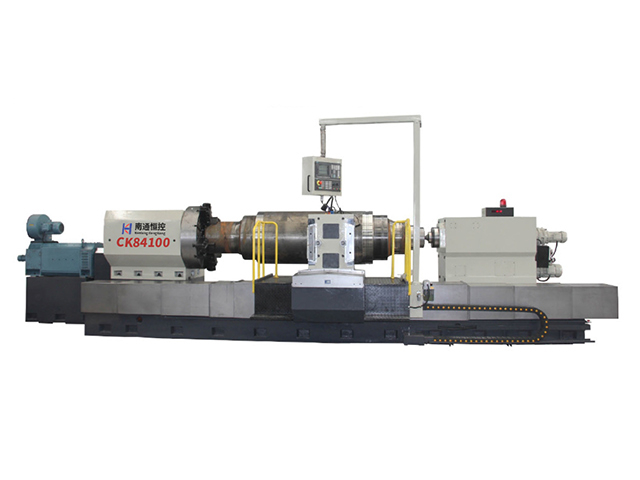
The bed of the CK84100 CNC roll lathe adopts an integral 4+1 guide rail structure. That is, four rectangular guide rails are horizontally arranged on the bed to provide the movement and positioning of the saddle and tailstock respectively, and an auxiliary guide rail is set on the vertical plane at the front of the bed as an auxiliary support for the saddle. This ensures that the saddle and tool rest have better rigidity and can withstand greater cutting torque.
The reference guide rails of the bed are subjected to overall ultrasonic frequency quenching, and imported guide rail soft strips are attached to the mating surfaces to ensure the micro-wear movement of each feed component and maintain high precision and stability for a long time. A certain height difference is designed between the saddle guide rail and the tailstock guide rail to ensure that chips and coolant do not invade the saddle guide rail.
The tailstock adopts a structural scheme of an independent rotating main shaft + axial telescopic adjustment of the tailstock sleeve. The taper hole of the tailstock main shaft is 100-1:5. The tailstock body adopts an integral structure, eliminating the disadvantages such as unstable precision, poor load-bearing capacity and poor reliability brought by the traditional upper and lower split structure.

 QR Code
QR Code